இடையே உள்ள வேறுபாடு
வார்ப்பு அச்சு இறக்கமற்றும் பிளாஸ்டிக் அச்சு
1. டை-காஸ்டிங் மோல்டின் ஊசி அழுத்தம் பெரியது, எனவே சிதைவைத் தடுக்க வார்ப்புரு ஒப்பீட்டளவில் தடிமனாக இருக்க வேண்டும்
2. டை-காஸ்டிங் அச்சின் வாயில் ஊசி அச்சுகளிலிருந்து வேறுபட்டது, மேலும் ஓட்டத்தை சிதைக்க பிளவு கூம்பின் உயர் அழுத்தம் தேவைப்படுகிறது.
3. டை-காஸ்டிங் அச்சு மையத்தை அணைக்க வேண்டிய அவசியமில்லை, ஏனெனில் டை-காஸ்டிங் போது அச்சு குழியில் வெப்பநிலை 700 டிகிரிக்கு மேல் இருக்கும். எனவே, ஒவ்வொரு மோல்டிங்கும் ஒரு முறை தணிப்பதற்குச் சமம். குழி கடினமாகவும் கடினமாகவும் மாறும். பொது ஊசி அச்சு HRC52 க்கு மேல் அணைக்கப்பட வேண்டும்.
4. டை-காஸ்டிங் மோல்டுகளுக்கு பொதுவாக குழியில் நைட்ரைடிங் தேவைப்படுகிறது.
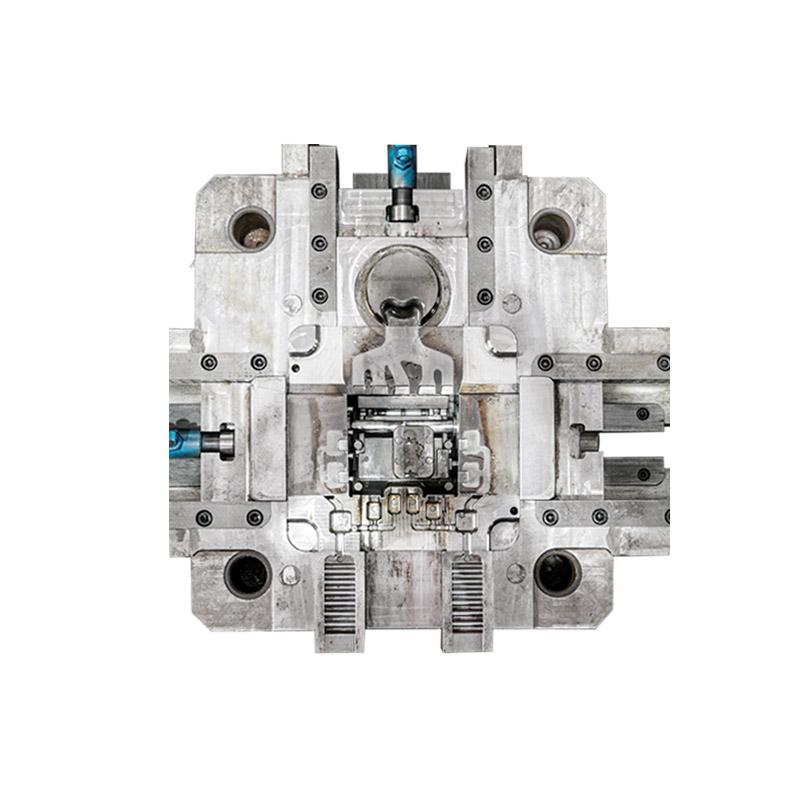
5. பொதுவாக, டை-காஸ்டிங் அச்சு ஒப்பீட்டளவில் துருப்பிடிக்கப்படுகிறது, மேலும் வெளிப்புற மேற்பரப்பு பொதுவாக நீல நிறத்தில் இருக்கும்.
6. உட்செலுத்துதல் அச்சுடன் ஒப்பிடும்போது, டை-காஸ்டிங் அச்சின் நகரக்கூடிய பகுதியின் பொருத்துதல் அனுமதி பெரியது, ஏனெனில் டை-காஸ்டிங் செயல்முறையின் அதிக வெப்பநிலை வெப்ப விரிவாக்கத்தை ஏற்படுத்தும், மேலும் அனுமதி மிகவும் சிறியதாக இருந்தால், அச்சு சிக்கி இருக்கும்.
7. டை-காஸ்டிங் அச்சின் பிரிப்பு மேற்பரப்பு அதிக தேவைகளைக் கொண்டுள்ளது, ஏனெனில் அலாய் திரவம் பிளாஸ்டிக்கை விட மிகவும் சிறந்தது. அதிக வெப்பநிலை மற்றும் உயர் அழுத்தப் பொருட்கள் பிரிந்து செல்லும் மேற்பரப்பிலிருந்து வெளியே பறப்பது மிகவும் ஆபத்தானது
8. ஊசி அச்சு பொதுவாக திம்பிள், பிரித்தல் மேற்பரப்பு போன்றவற்றால் தீர்ந்துவிடும், மேலும் டை-காஸ்டிங் அச்சு ஒரு வெளியேற்ற பள்ளம் மற்றும் ஒரு கசடு சேகரிப்பு பையைக் கொண்டிருக்க வேண்டும்;
9. மோல்டிங் சீரற்றது, டை-காஸ்டிங் மோல்டின் ஊசி வேகம் வேகமாக உள்ளது, மற்றும் ஊசி அழுத்தம் ஒரு கட்டத்தில் உள்ளது. பிளாஸ்டிக் அச்சுகள் பொதுவாக பல பிரிவுகளில் செலுத்தப்பட்டு அழுத்தத்தில் வைக்கப்படுகின்றன.
10. டை-காஸ்டிங் அச்சுகள் என்பது ஒரே நேரத்தில் திறக்கப்படும் இரண்டு-தட்டு அச்சுகளாகும். வெவ்வேறு பிளாஸ்டிக் அச்சுகள் வெவ்வேறு தயாரிப்பு கட்டமைப்புகளைக் கொண்டுள்ளன. மூன்று-தட்டு அச்சுகள் பொதுவானவை, மேலும் அச்சு திறப்புகளின் எண்ணிக்கை மற்றும் வரிசை ஆகியவை அச்சு அமைப்புடன் பொருந்துகின்றன. டை-காஸ்டிங் அச்சுகள் பொதுவாக சதுர திம்பிள்கள், சிலிண்டர்கள் மற்றும் சாய்ந்த ஊசிகளைப் பயன்படுத்துவதில்லை (அதிக வெப்பநிலை மற்றும் கரைசலின் நல்ல திரவத்தன்மை), அவை எளிதில் சிக்கி, நிலையற்ற அச்சு உற்பத்திக்கு வழிவகுக்கும்.